



Never say Twitter hasn’t contributed to the rebirth of American manufacturing. One of my favorite anecdotes in the unfolding story of that rebirth is Elon Musk scrolling Twitter, seeing a video of a Chinese hand-held laser welder, ordering it for a few thousand bucks off of Amazon and thereafter transforming how rockets at SpaceX are assembled. More on the details of that later, but it’s a pretty striking example of how a technology initially produced as a tool for hobbyists can quietly revolutionize an entire industry.
This is excellent news for America because welding has been a massive, grinding bottleneck here for decades. The numbers, when you lay them out, are almost absurd. The American Welding Society projects a shortage of over 400,000 welders. For every five skilled welders retiring, only two are entering the field. The average welder in the US is 55 years old, compared to 42 for the broader workforce, so the trade is literally aging out from under us.
You can draw a line between the evaporation of this skillset from the tool belt of America and the increasingly laggard industrial output that has followed. Though lack of welders was certainly not the original cause of the decline, it’s a big reason why it’s hard to claw our way back.
America went from building 5% of the world’s ocean-going commercial ships in the seventies to roughly 0.2% today. China now makes more than three warships for every one the US produces. The Navy’s own shipyards have made headlines for faulty welds on Virginia-class nuclear submarines and Ford-class carriers, the result of an inexperienced workforce stretched so thin where shortcuts, like skipping preheating steps on critical joints, became routine.
A huge part of the challenge here is that welding is genuinely very nuanced and hard to get right. As Julian Fried, founder of the company Advanced Metal Research told me recently, “Welding is not gluing two pieces of metal together. It’s turning what were two pieces of metal into one.“ In other words, the goal is to get two pieces of metal so hot that they melt into each other, cooling into a single continuous grain structure, without turning the surrounding metal into a warped mess. You’re applying thousands of degrees of heat to a seam measured in fractions of an inch, at a precise speed, for a precise duration, while shielding the molten pool from the oxygen in the air that would make the weld brittle. To date, attaining that level of control, especially for complex geometries, has required human beings.
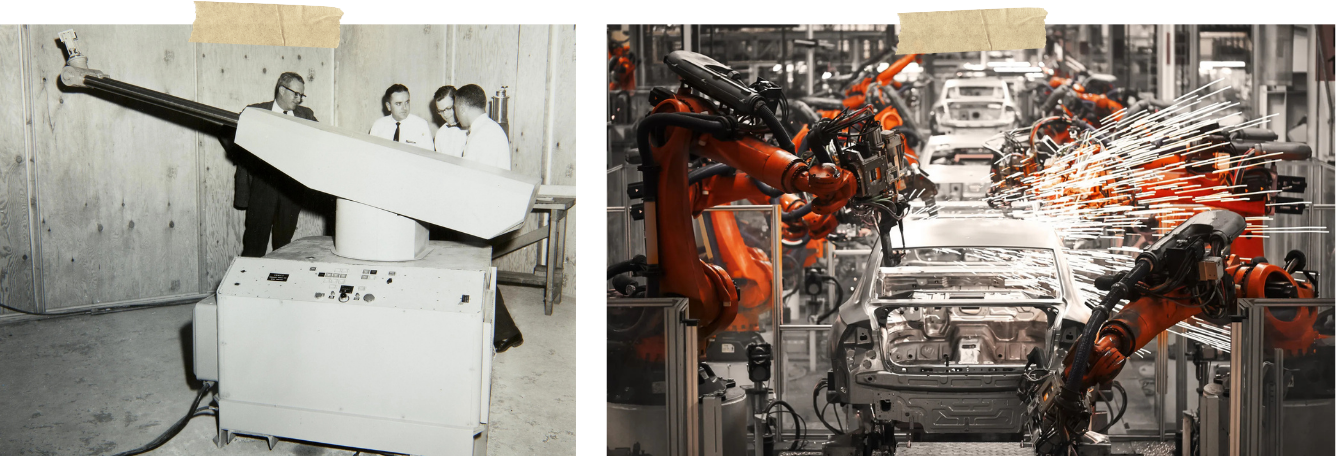
High-volume manufacturers have tried to engineer their way around the problem by removing welding from the process wherever possible, opting to assemble pre-manufactured parts instead. Tesla’s Giga Press is the perfect example of this. Instead of fabricating lots of pieces and welding them together, you just cast the entire rear underbody in one shot. Where you couldn’t eliminate welding, you redesigned the product so that the welding required was simple enough for a robot to do blind. Robots that could perform discrete and defined spot welds, started appearing around the sixties when General Motors installed the first Unimate robot on their assembly line to do them, but spot welding is closer to stapling metal together than welding it. By the seventies, we had robots that could perform discrete welds on seams that were geometrically simple and perfectly repeatable. But, the robots had no ability to sense the joint, read a gap, or compensate when reality didn’t match the program. Today’s typical car bodies have somewhere between 3,000 and 5,000 spot welds. These are all done by robots, but none requiring much adaptability or skilled demands, with the car itself being engineered around the limitations of these machines.
What robots certainly cannot do is weld the inside of a ship’s hull where every joint is different, spaces are often too confined for a robot arm to navigate, seams vary by millimeters from what the drawings say, and the structure is simply too large and too bespoke for pre-programmed behavior. And unfortunately, there certainly is no Giga Press that will stamp out a submarine, a pressure vessel, an offshore platform, a pipeline, or a bridge. At present, all of these things must be built in place, or welded together incrementally out of metal by the skilled hands of a human welder.
For the better part of a century, the tool inside those skilled hands was the arc welder. It works by driving extremely high electrical current across a tiny gap between an electrode and the base metal. The air in that gap ionizes into plasma, generating temperatures anywhere from 3,500°C to over 10,000°C. It’s remarkably capable given that it’s also portable, versatile, and powerful enough to fuse steel, stainless, aluminum, titanium, and other exotic alloys.
The first thing to understand though, is that welding often involves adding material to the joint, like adding grout between two tiles. That filler material is a metal that melts into the seam and becomes part of the weld. This is important because often when two edges melt together, some material gets consumed by the arc, and the joint can end up thinner and weaker than the surrounding metal unless you replenish it. The technical history of arc welding is largely the history of finding better ways to manage that replenishment, and over time, two main variations emerged.
MIG welding automated this replenishment process using a spool of metal wire that feeds continuously through the torch, simultaneously acting as the electrode and the filler material that builds up the joint, while a stream of inert gas shields the molten pool from oxygen. It’s quite fast, pretty forgiving, and good for production work. TIG welding stripped all that automation away in favor of total control. The electrode in a TIG torch is a rod of pure tungsten, which has the highest melting point of any metal on earth (3,422°C) and survives the arc without melting or being consumed. It creates the arc and the heat, but contributes nothing to the joint itself. Instead, the welder has to feed a separate filler rod into the molten pool by hand in a very choreographed rhythmic dipping motion, while controlling the heat from the torch with a foot pedal. Welders typically use TIG when they need real surgical precision on either thin material, titanium, stainless steel, aerospace components, or anything where the weld needs to be exactly right. But, it’s really a full-body activity with both of your hands and feet doing different things simultaneously, all while making dozens of micro-adjustments per second. It’s very much like playing a very dangerous musical instrument, and it’s no wonder it takes years to learn.

The biggest issue with arc welding, outside of the extreme degree of physical coordination required, is the heat. Heat doesn’t just stay where you put it, it spreads! The metal absorbs what it needs to make the weld, and the rest spreads outward into the surrounding structure, warping it. There is no way around this. It is what arc welding is. So, the more precise and delicate the structure, the more the heat of arc welding works against you. It’s why thin stainless steel panels often warp and look pretty wrinkly when welded together. Generations of welders and engineers have managed this problem with techniques like post-weld straightening, but there’s never been a great solution. Until now.
Enter the hand-held laser welder
Imagine a hypothetical welding tool designed from scratch to solve exactly this problem. You’d want something that delivers energy not like a flood but more like a needle, concentrated into a spot so small and so intense that the metal fuses before the surrounding structure even has time to register that anything happened. And ideally, you would want that energy delivered not by a physical electrode that has to touch the metal, but by something that can be aimed. Like a flashlight, but for melting steel! What you would want, it turns out, is a laser.
Specifically, you would want a fiber laser operating at near-infrared light, focused through a handheld torch to a spot roughly the width of a human hair. At that focus, a fiber laser can deliver 10,000 to 20,000 watts of power into a single square millimeter of metal. A TIG welder puts about 50 watts into the same area. That difference is what changes everything. The weld is made before the heat even has any time to think about spreading, and as a result, you get very deep penetration, minimal distortion, and a heat-affected zone so small you can cover it with a fingernail.
Industrial laser welders were developed in the 1970s, but they were to fiber laser welders what the ENIAC is to today’s personal computers. These were room-sized CO2 machines that were bolted to factory floors, used for welding car door panels and aerospace components in controlled environments. These machines were infrastructure, not tools. You couldn’t bring them to the work. You brought the work to them, which meant that the shipyard and the pipeline trench were all still out of reach for laser welding technology.
What changed was the fiber laser. Instead of routing a beam through mirrors, a fiber laser generated and delivered its beam through a hair-thin strand of glass, which meant it could be flexible and portable. The laser source itself could sit in a cabinet across the room while a lightweight torch at the end of a cable could do the actual welding.
The underlying components involved, like the pump diodes and the fiber itself, became a lot cheaper and better through decades of investment by the telecommunications industry into fiberoptics, and over time, the power you could deliver through these photonic systems climbed from watts to kilowatts. By the early 2020s, Chinese manufacturers figured out how to build handheld fiber laser welding systems for a few thousand dollars, and started posting videos of them on the internet. And eventually, one of those videos found its way into Elon’s Twitter feed.
Laser welders at SpaceX
Rex Alexandre was SpaceX’s senior welding engineer on the Starship program. He was good at his job in the way that people who have spent their careers studying welding metallurgy are good at their jobs, meaning deeply, specifically, and with a healthy skepticism of anything that looked too easy.
When Elon shipped him that Chinese handheld laser, Rex was rather unimpressed. It ran on 380-volt European power, which required a transformer to work in the US, and it had no wire-feeding capability, so you had to mechanically control the torch’s travel speed, which meant being dependent on an operator’s steadiness for a consistent weld. Pretty neat for a hobbyist, but definitely not production-grade stuff.
It was not until a year later, in 2021, when IPG, the world’s largest manufacturer of fiber lasers, released the LightWELD, a production-grade handheld laser with wire-feeding that Rex became genuinely intrigued. He started hunting for places to deploy it inside SpaceX. The first test case was unglamorous. There was a thin wire mesh that needed to be welded to an equally thin sheet of stainless steel. There was exactly one TIG welder on staff who could reliably do it, so the scrap rate from that single bottleneck was quietly devastating the production schedule. Rex ran the same weld with the handheld laser, and not only was the heat-affected zone dramatically smaller, the joint itself was stronger.

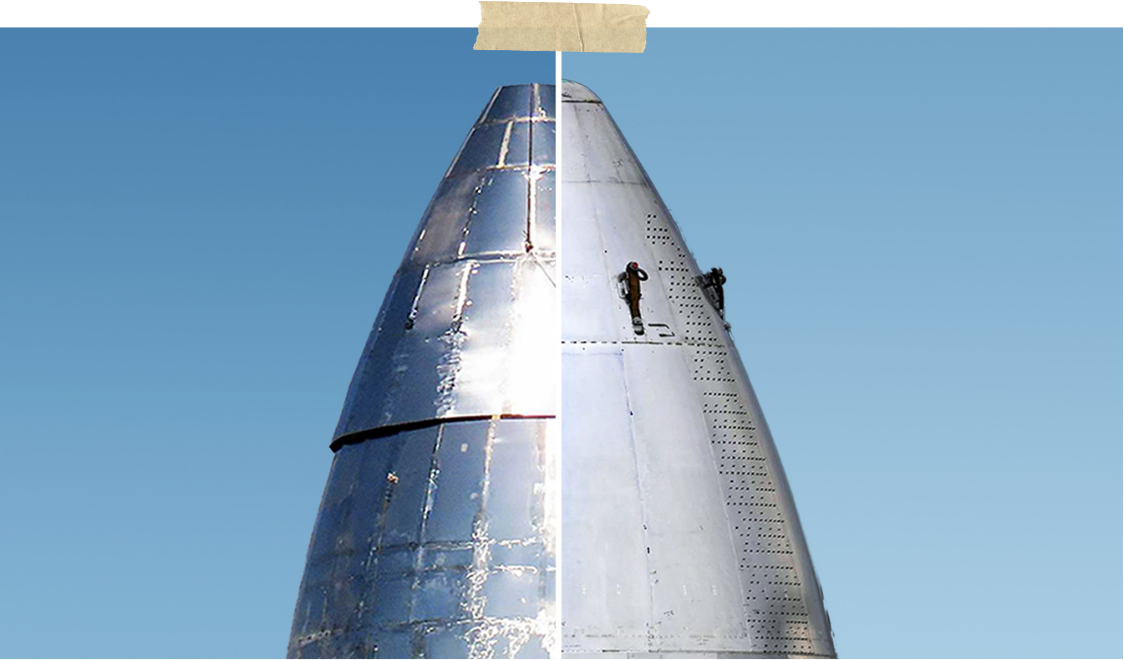
Then came the nose cone! Starship’s nose cone is a compound-curved structure of thin stainless steel which is aerodynamically precise, visually elegant, and extremely sensitive to heat distortion. The problem was that every time an arc welder touched it, the heat input warped it. The nose cone would emerge from welding looking, in Rex’s parlance, like a wrinkly potato. The laser welder would have been a natural solution to the warping issue, but there was hesitation to introduce new tools into procedure. That hesitation ended the day Elon walked the factory floor, looked at the nose cone, and made clear that a rocket built to go to Mars probably shouldn’t look like that.
Rex had been begging the engineering team for months to let him laser weld their parts. The morning after Elon’s walkthrough, those engineers were waiting at his desk.
When Rex ran the laser welder on the nose cone, the weld it produced was actually smaller than what a TIG welder would have laid down at roughly half the size. And yet it was significantly stronger, with a tenth of the distortion, and done five to six times faster. The intuition most people have is that a bigger weld means a stronger joint. The laser broke that assumption completely. Because it deposited energy so precisely and quickly, it fused the metal more completely, with less heat spreading into the surrounding structure to weaken and warp it. So you literally got more with less.
SpaceX put the laser into production immediately, and within a month, had over a hundred handheld laser welding machines running throughout the Starship facility. What started as Rex’s pet project became a production standard in thirty days.
Rex was so struck by what he’d witnessed that he made a decision that surprised a lot of people. He left SpaceX, walking away from a senior role and unvested equity in the most valuable private company in the world, to found the Handheld Laser Institute and devote himself entirely to training welders and engineers across North America in handheld laser welding, essentially proselytizing the technology he’d helped prove out on a rocket. That is not a decision you make unless you believe you are sitting on something genuinely transformative.
And the numbers sure do support that belief. A 5-6x speedup in how quickly welds are done, without sacrificing strength, and in many cases actively improving it, is not simply an incremental improvement. Think about what that means in practice. Welding is already 25-28% of the total cost of building a ship. Speed that process up by a factor of five, reduce the distortion that requires expensive post-weld correction, and do it with operators who need days of training rather than years. You can really start to see how the cost reductions cascade through an entire project. For industries like shipbuilding, aerospace, and infrastructure that have been quietly strangled by the welding bottleneck for decades, this is a whole new paradigm.
What’s Next?
The saying that “the future is already here, just not evenly distributed” certainly applies to handheld laser welders. They’re the secret sauce behind Starship’s beautiful welds, but haven’t yet meaningfully penetrated oil and gas, shipbuilding, or infrastructure maintenance. That’s what the Handheld Laser Institute is for, and hopefully, this article too.
The near-term future of welding definitely involves more robots. Companies like Advanced Metal Research are already working on how to put these lasers in the arms of robotic systems that can navigate the kinds of complex, irregular environments that have always required human welders. What form that takes ultimately, whether it’s robotic arms, gantries, crawlers, or something nobody has built yet, is genuinely unclear. But the combination of increasingly capable robots and increasingly powerful, portable lasers is definitely a space to watch closely.
But even before any of that arrives, something genuinely exciting is already possible today, which is repair. America has tens of thousands of aging bridges, millions of miles of deteriorating pipeline, and naval vessels sitting in maintenance backlogs measured in years. A repair weld that takes a TIG welder an hour can now be done in ten minutes with a handheld laser. If you just applied that multiplier to America’s maintenance backlog alone, the impact would be enormous.
If you zoom out though, the story here really exemplifies two forces that are reshaping a lot of what’s possible in the realm of manufacturing and industry in America. The first is the hobbyist-to-industry pipeline. The handheld laser welder didn’t emerge from a DARPA program or a corporate R&D budget. It came from the world of hobbyist manufacturers posting videos on the internet, which found their way into the feeds of curious engineers and apparently, the occasional billionaire.
And this pattern is not unique to welding — just look at 3D printing. The most interesting manufacturing solutions of the next decade are probably being tinkered on by clever people developing new techniques within rigid constraints, wildly underestimated by the industries they’re about to disrupt.
The second dynamic at play here is obviously the relentless progress of lasers. Laser technology has collapsed in cost and exploded in capability over the past two decades, and that trajectory is not slowing down. The cost per watt of laser output has fallen roughly 2000x since the mid–1990s. As an example, in 2024, IPG released the Light Weld 2000 XR, which offers roughly double the power of their original LightWELD, at the same price point. The handheld laser welder is just one application of that progress, but lasers are increasingly touching every corner of manufacturing, medicine, communications, and defense simultaneously. Every industry that depends on precise energy delivery, which is most of them, will eventually be transformed by lasers that get cheap enough and powerful enough to do the job better than whatever came before.
It’ll be very exciting to see how the confluence of these forces transforms how we manufacture and operate across industries in the US. Insofar as welding is concerned, there is genuine reason for optimism. A tool now exists that makes welders way faster, reduces the years of training required to be productive, and produces joints that are stronger and cleaner. To be clear, welding is still a bottleneck in American manufacturing, but for the first time in a long time, there’s a light at the end of the tunnel, or in this case, the torch.